

Изготовление цилиндрических деталей вручную - трудоемкая и длительная работа. Да и трудно получить изделие хорошего качества. Гораздо быстрее и точнее можно сделать цилиндрическую деталь на токарном станке. На нем обрабатывают заготовки из древесины путем точения. Изготовление цилиндрических деталей вручную - трудоемкая и длительная работа. Да и трудно получить изделие хорошего качества. Гораздо быстрее и точнее можно сделать цилиндрическую деталь на токарном станке. На нем обрабатывают заготовки из древесины путем точения.
Конструктивный и функциональный принцип карусельных токарных станков с подвижной стойкой и перемычкой показан на рисунке. Они состоят из следующих компонентов: 1-отсек; 2-плато; 3-барабанный держатель; 11. Некоторые токарные станки снабжены двумя верхними тележками, расположенными на луч; с возможностью одновременной обработки несколькими инструментами производительность карусельных токарных станков выше, чем у фронтальных. Карусельный токарный станок с шарниром На рисунке показана кинематическая схема вертикального токарного станка с колонной.

Основные части токарного станка - станина, передняя бабка с электродвигателем, задняя бабка и подручник. В передней бабке установлен шпиндель - вал, получающий вращение от электродвигателя с помощью ременной передачи. Конец шпинделя имеет резьбу, на нее навинчивают специальные приспособления для крепления левого конца заготовки. В зависимости от размеров заготовки используют разные приспособления: трезубец, планшайбу, патрон. Задняя бабка служит опорой правого конца длинных заготовок. Заднюю бабку подводят к заготовке по направляющим станины и закрепляют неподвижно болтом и гайкой. Окончательно конец заготовки поджимают специальной деталью - центром. Его перемещают вращением маховика и закрепляют зажимом. Опорой для режущего инструмента служит подручник. Он может перемещаться как вдоль, так и поперек станины, закрепляется поворотом рукоятки.

Эти элементы, когда они работают, удаляют механизмы продвижения работы из схемы. Вертикальная система с двумя токарными станками отличается от оператора токарного станка стойкой: - наличием кинематических траекторий из-за второй вертикальной тележки и смещением траверсы на втором столбе; наличие двух отдельных электродвигателей для быстрой регулировки для каждой тележки; наличие отдельного электродвигателя для быстрого перемещения подвижной дорожки по вертикали; отсутствие запасных колес в качестве элемента управления скоростью пластины.
Передачу движений в механизмах и машинах показывают условными знаками на кинематических схемах. На них изображают детали, которые непосредственно участвуют в передаче движения. Для наглядности часто дают и контуры других деталей. Кинематическая схема токарного станка показана на рисунке

Существуют вертикальные токарные станки с колонной и двумя колоннами, где кинематические цепи приводятся в действие одним электродвигателем. Конструктивный и функциональный принцип этих машин определяется рисунком, на котором они были отмечены: скошенная пластина вертикально закрепленная скоба вертикальная подвеска вертикальная вращающаяся опорная поперечная муфта.
В патроне винтом трезубцем с поджатием
Карусельный токарный станок с двумя стойками 15. Некоторые токарные станки оснащены другой коляской, расположенной на левой стойке, или тележка также может быть наклонена для конических поверхностей. Карусельный токарный станок с двумя стойками. В качестве специальных принадлежностей некоторые токарные станки оснащены копировальными устройствами для обработки конических или профилированных поверхностей и шлифовальными устройствами, которые позволяют обрабатывать революционные или плоские поверхности.
Подготовка к точению цилиндрических деталей на токарном станке. На токарном станке обтачиваются в основном заготовки из древесины лиственных пород - березы, бука, клена, липы, ольхи, ясеня. Они должны быть сухие, без сучков и трещин. Желательно использовать древесину с волнообразным расположением волокон (косослой): такие заготовки в процессе обработки меньше трескаются, не раскалываются. При подборе заготовки (бруска квадратного сечения) учитывают припуск на точение и крепление в станочных приспособлениях: мм по диаметру и мм по длине. На торцах заготовки карандашом проводят диагонали; полученные в местах их пересечения центры накалывают шилом или наносят кернером. Рубанком сострагивают боковые грани бруска, придавая заготовки форму восьмигранника.

Цилиндрические и плоские поверхности обрабатываются с использованием непосредственно существующих машин. На рисунке показана одновременная обработка нескольких таких поверхностей при обработке рулевого колеса. При первой фиксации заготовки обрабатываются определенные поверхности, и после включения другой части обрабатываются другие поверхности. Конические поверхности могут обрабатываться несколькими способами, которые требуют особых настроек. Способ имеет тот недостаток, что длина обработанного генератора мала, определяется длиной гусеничной дорожки 5, а угол ограничен максимум 300 от оси дорожки.
Заготовки небольшого диаметра и длиной до 150 мм закрепляют в патроне. Перед этим конец заготовки немного сострагивают на конус, закрепляют в зажиме верстака и киянкой забивают в патрон. Для более надежного закрепления через боковое отверстие патрона в заготовку ввинчивают шуруп. Длинные заготовки одним концом закрепляют в трезубце. Для этого в центре торца заготовки просверливают отверстие диаметром мм на глубину мм. После этого через центр отверстия делают пропил ножовкой с мелкими зубьями на глубину мм. В центре другого торца заготовки кернером делают углубление. Короткие заготовки большого размера крепят в планшайбе. Закреплять заготовку в трезубце на станке нельзя, поэтому трезубец снимают, ставят на верстак и забивают заготовку киянкой до тех пор, пока боковые острия трезубца надежно не войдут в торец бруска. После этого трезубец с заготовкой устанавливают на станке, подводят заднюю бабку, зажимают заготовку центром и стопорят его с помощью зажима.

Это подразумевает тот факт, что в процессе их продуктивного использования основные средства и производственное оборудование как компонент их подвергаются физическому и моральному износу. Физический износ производственного оборудования в условиях использования машины в производственном процессе сопровождается передачей стоимости производимой продукции, а ее восстановление продолжается путем продажи ее различным бенефициарам. В целях поддержания функциональных характеристик оборудования во время его использования и эксплуатации в оптимальных условиях и с возможностями, наиболее близкими к исходным, на предприятиях организована система технического обслуживания и ремонта производственного оборудования.
Подручник устанавливают таким образом, чтобы его верхняя опорная поверхность была на мм выше уровня линии центров станка и стояла от обрабатываемой детали не более чем на 3 мм. Для проверки зазора заготовку поворачивают вручную на один оборот. Точение деталей на станке производят специальными резцами - токарными стамесками. В отличие от обычных столярных стамесок, они имеют удлиненные рукоятки, которые позволяют надежно удерживать инструмент и легче управлять им.

Организация технического обслуживания и ремонта оборудования на научной основе должна учитывать особенности оборудования и физический износ различных частей оборудования. Из анализа физического износа деталей, полуфабрикатов, сборок или механизмов, которые составляют производственное оборудование, их износ производится по-разному во времени. На двигателе, например, подшипники, поршни, сегменты наиболее быстро закрепляются, а на других частях, таких как распределительный вал, вал двигателя и т.д. Процесс износа происходит медленнее.
Использование производственного оборудования в оптимальных условиях также требует профилактических мер по профилактике преждевременного износа, а также операций контроля и контроля для раннего выявления возможных неисправностей. В результате неравного износа машин в том, что, хотя некоторые части полностью изношены, другие могут использоваться в течение некоторого времени, а другие имеют длительный срок службы, это необходимо из пункта экономически обоснованную систему технического обслуживания и ремонта. 18.

По качеству обработки различают чистовое и черновое точение, от этого зависит и выбор инструмента. Для черновой обработки используют полукруглую стамеску, для чистового точения, подрезания торцов и отрезания детали - косую стамеску. При черновом обтачивании заготовки полукруглую стамеску передвигают по подручнику. За первый проход снимают стружку толщиной мм серединой лезвия стамески. Дальнейшее точение выполняют боковыми частями лезвия при движении резца как влево, так и в право. В результате работы разными участками лезвия стамески поверхность детали получается менее волнистой. После минут работы проверяют надежность закрепления заготовки - поджимают ее центром задней бабки. На чистовую обработку следует оставлять припуск мм (по диаметру). При чистовом обтачивании косую стамеску устанавливают на ребро тупым углом вниз. Стружку срезают средней и нижней частью лезвия.

Для промышленного предприятия особое значение имеет техническое обслуживание и ремонт производственного оборудования. Таким образом, выполнение этих действий в оптимальных условиях обеспечивает нормальную работу производственного оборудования в соответствии с производственными графиками, что позволяет избежать снятия с эксплуатации, тем самым способствуя ритмической активности. Хорошее техническое обслуживание и ремонт производственного оборудования гарантирует, что он поддерживается в соответствии с техническими и экономическими характеристиками, приведенными в технической книге, непосредственно влияя на эффективность и точность работы и производства в количествах и качестве.
Токарную стамеску держат при точении двумя руками: одной за рукоятку, другой за стержень. За стержень стамеску обхватывают сверху или снизу. Для чернового обтачивания чаще применяют первый способ, как наиболее надежный. Нажим на стамеску должен быть равномерным и плавным.

Организация технического обслуживания и ремонта оборудования на более высоком уровне также напрямую способствует сокращению производственных издержек за счет предоставления этих услуг по низкой цене. Размеры рабочего места токарного станка определяются в зависимости от размера токарного станка, размеров и типа заготовок, а также от способа обработки. Рабочая область должна быть достаточно большой, чтобы токарный станок мог циркулировать вокруг токарного станка. 19.
Организация рабочего места является одним из важнейших условий для достижения высокой производительности. Инструменты и инструменты, которые будут измеряться, будут располагаться справа от токарного станка. Нельзя размещать инструменты на направляющей кровати. После использования инструменты следует размещать в своих оригинальных местах, чтобы они не тратили время на их поиск. В шкафу инструмента всегда должен быть совершенный порядок и чистота. Ящик для инструментов разделен на две равные части вертикальной разделительной стенкой.
Диаметр изделия проверяют кронциркулем. Замеры следует делать в нескольких местах по длине заготовки. Прямолинейность можно проверить линейкой или угольником на просвет. Сразу после обтачивания поверхность детали зачищают шлифовальной шкуркой, прикрепленной к деревянному бруску. Чтобы ярче выделить текстуру древесины, поверхность изделия можно отполировать бруском более твердой древесины. Эту операцию выполняют при вращении детали, так же как и шлифование.

В верхнем разделе находятся легкие объекты, документы, рисунки. Кроме того, могут быть установлены измерительные устройства. Под ним расположены токарные ножи, сгруппированные по размеру и назначению. В отдельной коробке на полках находятся сверла, глубины. татуировки, лезвия, лезвия. Ключи, патроны и другие тяжелые инструменты и устройства хранятся на нижних полках. Токарный станок должен обеспечить, чтобы рабочее место было обеспечено материалом заготовки или заготовками, прежде чем принимать другие детали или другие команды перед началом работы.
При подрезании торцов детали косую стамеску устанавливают на ребро острым углом вниз и делают неглубокий надрез. Затем, отступив немного вправо или влево (в зависимости от того, какой торец подрезают), наклоняют стамеску и срезают на конус часть заготовки. Эту операцию повторяют несколько раз, пока не останется шейка диаметром мм. Затем деталь снимают со станка, отрезают ее концы ножовкой. Торцы зачищают.

Если возникают какие-либо дефекты, следует строго соблюдать предписания в операционных планах. При выполнении новых частей подготовьте ножи, инструменты, инструменты и устройства для измерения и устройства, которые могут понадобиться перед началом работы. В конце обмена машина очищается, осколки на рабочей площадке собираются, машина опорожняется из охлаждающей эмульсии, а поверхности скольжения слегка смазываются маслом. Инструменты, измерительные приборы вытираются с осторожностью и размещаются на своих местах в шкафу.
Токарный станок обязан поддерживать машину и регулировать ее. Основная ось токарного станка должна слегка вращаться в подшипниках без осевого воспроизведения. Чтобы контролировать правильное выравнивание подшипников, убедитесь, что токарный станок не имеет вибраций при холостом ходу.

Токарный станок по дереву СТД-120 М

Ручная обработка
Изготовление вручную цилиндрической детали хорошего качества является сложной задачей. Гораздо быстрее и точнее можно сделать такую деталь на токарном станке.
Основной ход оси определяется с помощью одного и того же рычага, но в этом случае он действует на переднюю поверхность основного вала. Слишком много проворачивание подшипников столь же разрушительно, как и их неадекватная сборка. Слишком много сцепления обнаруживается поворотом главного вала. Слишком тяжелый нагрев быстро нагревается и приводит к преждевременному износу. Токарный редуктор и коробка передач должны работать без шума, что облегчает их разблокировку. При просмотре редукторов необходимо убедиться, что они правильно задействованы во время работы и, наоборот, если они не вызывают нежелательной связи.
Токарные станки предназначены для изготовления (точения) деревянных изделий, имеющих в поперечном сечении форму круга.



- Токарный станок СТД 120 служит для обработки заготовок из древесины и придания им формы тел вращения (цилиндр, конус, шар, тор и т.д.)


Основные части станка
При просмотре тележки необходимо проверить, движется ли она плавно и плавно на направляющих, если она не имеет слишком больших вибраций. Если игры слишком высокие, настройте соответствующее перо. Наряду с обзором тележки проверяется, легко ли сцепление и расцепление продольных и поперечных рычагов подачи.
Если движущиеся части токарного станка не изношены, они быстро изнашиваются, и токарный станок теряет свою точность. Кроме того, в случае неисправной смазки подшипники могут заразиться, что приводит к неизбежному разрушению деталей токарного станка. Особое внимание следует обратить на смазку подшипников с фиксированной курткой, которые работают в тяжелых условиях. Смазка этих подшипников должна выполняться регулярно, каждый день или даже несколько раз в день, когда токарный станок обрабатывает тяжелые детали или легкие детали с высокой скоростью обработки.
- Станина
- Электродвигатель
- Передняя бабка
- Задняя бабка
- Подручник

Устройство токарного станка СТД-120 М
7. Передняя бабка
8. Шпиндель с насадкой
9. Подручник
10. Задняя бабка
Покрытия для кроватей смазываются отливкой масла из смазочной чаши, затем каретка перемещается несколько раз подряд. Аналогично, поперечные и крылатые направляющие направляющих также смазываются. Для защиты направляющих чипов и пыли, а также поперечного болта тележки предусмотрены вкладыши, установленные с помощью отвертки. Если эти защитники предотвращают смазку, они демонтируются и сразу после окончания смазки фиксируются на месте. Чтобы смазать все части токарного станка, используйте масло, указанное в машинной книге.
Некоторые оси, такие как зубчатые передачи и зубчатые передачи, смазывают консистентной смазкой. В редукторах и коробках передач последовательная смазка вводится непосредственно через некоторые большие отверстия, расположенные для этой цели, и смазка осей и втулок производится с помощью шлифовальных машин. 21.
1. Основание
2.Электродвигатель
3. Станина
4. Ограждение ременной передачи
5. Кнопочный выключатель
6. Светильник

Станина
основа станка, на которой крепятся все его части

Передняя бабка
Не менее важна очистка долота и пыли. Токарный станок очищается только тогда, когда он не работает. Грязь и сухая смазка смываются с токарного станка хлопчатобумажной тканью или ватой, смоченной в масле, а затем вытираются сухими хлопковыми отходами. Направляющие и другие непокрытые части токарного станка должны быть тщательно очищены от пыли и только затем смазаны. Присутствие масла на этих органах не пощадит токаря, чтобы очистить и смазать их снова. Пыль и мелкие чипсы, смешанные с маслом, очень быстро носят направляющие для кровати и каретки.
В передней бабке установлен шпиндель – вал, получающий вращение от электродвигателя с помощью ременной передачи. Правый конец шпинделя имеет резьбу, на неё навинчиваются специальные приспособления для крепления левого конца заготовки:
трезубец,
планшайба,
патрон.

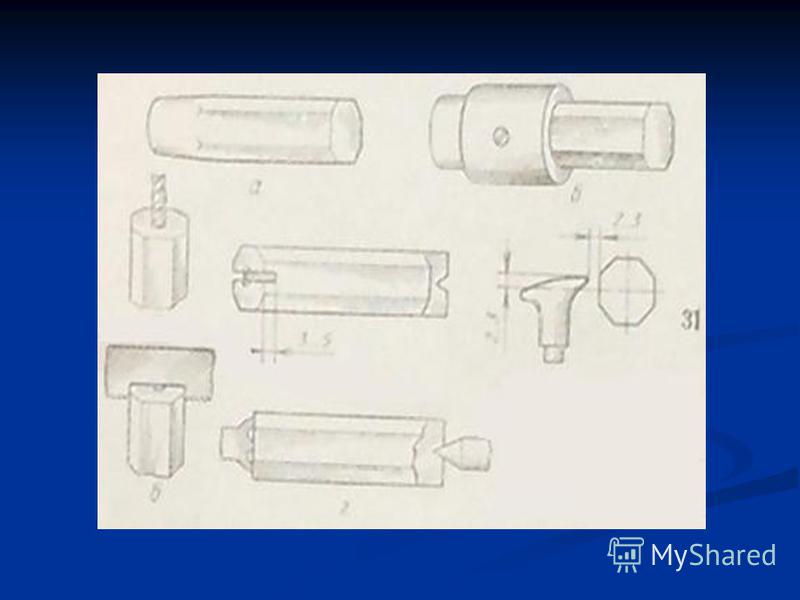
Шпиндельные насадки
а) патрон б) планшайба в) трезубец

Задняя бабка
Задняя бабка служит опорой правого конца длинных заготовок. Она может перемещаться вдоль направляющих станины и закрепляется неподвижно болтом и гайкой. Окончательно конец заготовки поджимают центром. Его перемещают вращением маховика и закрепляют зажимом.
Пиноль

Подручник
Подручник служит опорой для режущего инструмента. Он установлен в каретке и может перемещаться с ней как вдоль, так и поперёк станины, закрепляется стопором поворотом рукоятки.
Подручник
Каретка
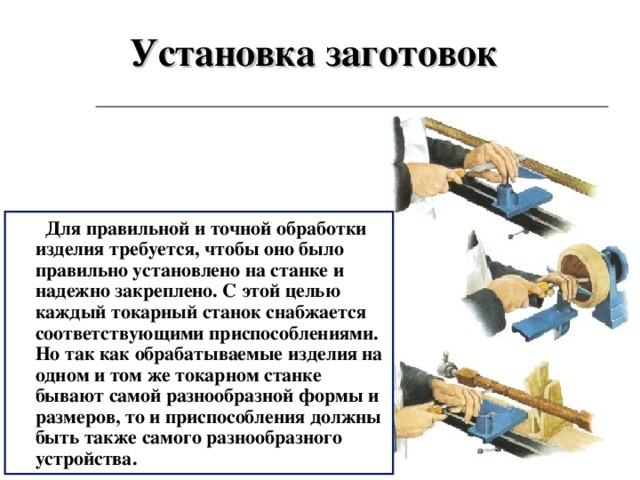
Установка заготовок
Для правильной и точной обработки изделия требуется, чтобы оно было правильно установлено на станке и надежно закреплено. С этой целью каждый токарный станок снабжается соответствующими приспособлениями. Но так как обрабатываемые изделия на одном и том же токарном станке бывают самой разнообразной формы и размеров, то и приспособления должны быть также самого разнообразного устройства.

Крепление заготовки в насадках
в патроне винтом трезубцем с поджатием
центром пиноли задней бабки
на планшайбе

Приёмы точения
поперечное точение (торцовое, лобовое)
продольное точение





- Для чего служит станина в токарном станке?
- Для чего применяется задняя бабка станка?
- Какое назначение имеет передняя бабка станка?
- Для чего нужен подручник у токарного станка?
- К каким машинам относится токарный станок и почему?
- Какой передаточный механизм использован в токарном станке?

- Что показано под цифрой 1
- Что показано под цифрой 2
- Что показано под цифрой 3
- Что показано под цифрой 4

- Что показано под цифрой 1
- Что показано под цифрой 2
- Что показано под цифрой 3
- Что показано под цифрой 4


Правила безопасности.
- Не включать станок без разрешения учителя.
- Не включать станок без огражденной ременной передачи.
- Не опираться на части токарного станка.
- Не класть инструменты и другие предметы на станок.
- Обо всех неисправностях немедленно сообщать учителю.
- Запрещается одновременно работать на станке вдвоём.