

В процессе работы (обычно совершенно неожиданно) может возникнуть вопрос – а как согнуть профильную трубу в домашних условиях? На сегодняшний день есть несколько достаточно эффективных методик, и при наличии определенной сноровки с задачей можно справиться, не обращаясь в мастерскую к профессионалам.
Способ 1. Использование трубогибочных машин
Когда мы говорим о гибке профильных труб, то чаще всего подразумеваем формирование из заготовки дуги определенного радиуса. Чем больше этот радиус, тем легче наша задача, поскольку так внутренняя полость будет подвергаться меньшим деформациям ().
Обратите внимание! Изгибать круглые и профильные трубы под прямым углом не получится: излом практически гарантирован. Для этой цели обычно применяют либо сварное соединение, либо специальные переходники, позволяющие состыковать два отдельных отрезка.

Если необходимость в изготовлении дуг возникает достаточно регулярно, то стоит приобрести ручной или стационарный профилегибочный станок. Он представляет собой устройство с несколькими валиками, которые воздействуют на заготовку, придавая ей нужную форму.
Инструкция по работе на трубогибе достаточно проста:
- Деталь нужного размера укладываем в станок и зажимаем в креплениях.
- Включаем электродвигатель или начинаем вращать рукоятку.
- Рабочие валики смещают ось трубы в направлении изгиба, при этом одновременно выполняется растягивание одной из стенок.
- На противоположную стенку воздействует гибочный шаблон, придавая заготовке нужную форму.
- Для снижения деформации внутренней полости часто применяют гидравлическую стабилизацию: края детали закрываются заглушками, а вовнутрь под небольшим давлением закачивается жидкость.

Чтобы повысить эффективность всех операций, стоит соблюдать такие правила:
- Чем медленнее мы производим обработку, тем ниже риск излома или неконтролируемой деформации деталей.
- При работе следует принимать во внимание ограничения по толщине стенки и сечению трубы, актуальные для вашей модели станка.
- Толстые трубы лучше изгибать в заводских условиях после предварительного прогрева: за счет увеличения пластичности металла повышается качество обработки.
Цена бытовых устройств данного типа стартует примерно со 100 долларов. Вот почему для обработки небольшого количества деталей можно либо арендовать аппарат на несколько дней, либо воспользоваться услугами мастеровой.
Народные средства
Способ 2. Подрезка и сварка

Однако трубогибочный аппарат под рукой есть далеко не всегда. Вот почему любому мастеру стоит заранее изучить, как загнуть профильную трубу в домашних условиях с применением более распространенных инструментов.
Если целостность внутренней полости для нас не является критичной, можно воспользоваться угловой шлифовальной машинкой и сварочным аппаратом:
- На деталь наносим разметку, выделяя участок, по которому будет проходить линия изгиба.
- С внутренней стороны с помощью болгарки с отрезным диском делаем несколько пропилов не менее чем на 3/4 сечения.
- Взявшись за концы детали, формируем изгиб.
Совет! при необходимости излишки металла вырезаем той же болгаркой.
- Фиксируем заготовку в шаблоне и свариваем края разрезов.
- После того как металл остынет, меняем диск болгарки на шлифовальный и полируем обработанную поверхность.

Способ 3. Внутренняя пружина
Если сохранение целостности стенок является принципиальным, то для выполнения стоящей перед нами задачи нужно своими руками изготовить специальную пружину:

- Берем стальную проволоку диаметром до 4 мм . Чем толще стенки трубы, тем прочнее должна быть проволока.
- Используя полнотелую стальную болванку, навиваем пружину квадратного сечения . Размер стороны квадрата подбираем таким образом, чтобы полученная конструкция без труда проходила во внутреннюю полость трубы.
- Закладываем пружину в область изгиба, после чего прогреваем деталь паяльной лампой.
- Используя шаблон или круглую болванку подходящего диаметра, формируем дугу . При этом пружина внутри защитит деталь от излома и сохранит ее профиль.
Данная методика является довольно трудоемкой, поскольку изготовление пружины отнимает много времени и сил. С другой стороны, использовать эластичную вставку можно многократно, так что описанный способ вполне подходит для выполнения масштабных работ.
Способ 4. Заполнение песком или водой
Если же под рукой нет подходящей стальной проволоки, а необходимость в изготовлении дуги из трубчатой заготовки стоит довольно остро, стоит воспользоваться одной из методик, предполагающих внутреннее заполнение.
В качестве заполнителя можно использовать жидкость:
- Перед тем как гнуть профильную трубу из меди с тонкими стенками (иногда они используются в отопительных системах), ее полость заливаем водой, герметично закрыв оба торца.
- После заливки выносим изделие на холод или помещаем в морозильную камеру. Ожидаем до тех пор, пока вода полностью замерзнет.
- Используя болванку или шаблон, производим загиб трубы, после чего вынимаем пробки и сливаем воду.

В теплое время года, а также при обработке толстостенных заготовок воду заменяем песком:
- Материал просеиваем, удаляя все загрязнения, после чего тщательно прокаливаем на огне.
- Один край заготовки затыкаем деревянной пробкой.
- Засыпаем в полость сухой песок, тщательно уплотняя его путем постукивания по земле или верстаку.
- Устанавливаем пробку на другой конец детали и выполняем гибку. Если не спешить, то песок за счет поддержания внутреннего давления не позволит сформироваться внутреннему излому.

Вывод
Если вы хотя бы периодически работаете с металлом, то знать о том, как согнуть профильную трубу без трубогиба, вам нужно обязательно. Конечно, все описанные методы не смогут в полной мере заменить качественное профессиональное оборудование, но в критической ситуации они способны прийти на помощь, позволив решить поставленную задачу максимально оперативно ().
Трубчатый каркас из трубопроката с квадратным, прямоугольным или круглым сечением привлекает многих садоводов своей прочностью, длительным сроком службы. Благодаря высокой прочности данного материала, каркас для теплицы можно сделать тоньше, что позволит пропускать больше света в теплицу.
Советы: как изогнуть профиль для теплицы своими руками правильно
Гибка труб любого профиля выполняется двумя основными способами – это давление на определенные участки трубы, и давление, в сочетании с нагревом на изгибаемый участок.
В ходе работы с трубой, части могут не располагаться в одной плоскости, а также из-за сильного изгиба труба может лопнуть.
Без знания технологических правил гибки труб получить качественный каркас для теплицы не получится. Чтобы изогнуть правильно профиль, следует учитывать его размеры, сечение и толщину профиля, упругость стального сплава и другие параметры.
А именно:
- Широкие трубы, с толщиной стенок 2 мм и менее, не рекомендуется вообще гнуть, так как в этом случае труба может лопнуть. Трубы, изготовленные из углеродистых сталей или же из низколегированных сплавом, могут пружинить, т.е., после сгибания, они частично будут стремиться вернуться в прежнее состояние. При монтаже каркаса теплицы, нужно будет такие трубы подгонять на месте, снова подгибая в нужном направлении.
- Следует изучить технические характеристики труб, в частности, высоту профиля, толщину и длину трубы и, в зависимости от этого, можно рассчитать минимальный и максимальный радиус сгиба трубы без повреждения ее. При затруднении в расчетах, можно воспользоваться онлайн калькуляторами, достаточно внести все параметры трубы, и калькулятор покажет, до какого максимального радиуса можно гнуть трубу.
Наиболее успешно согнуть трубу самому можно, если использовать станок профилегиб, как промышленного производства, так и любительского. Если такой возможности нет, можно использовать тиски, зажав один конец трубы, а на второй надеть трубу большего диаметра. Путем сильных плавных движений труба изгибается на нужный радиус.
Делаем изогнутый профиль для теплицы своими руками нужной формы
Для строительства теплиц используется разный тип профиля, он может быть алюминиевый или же металлический, сделанный из оцинкованной стали.
В средней полосе России использование металлического профиля более актуально, так как он более прочный, по сравнению с алюминиевым.

Также применяют материалы, изготовленные из труб разного сечения и профиля (овальный, круглый, прямоугольный).
В зависимости от потребности теплицы, форма профиля и его изгиб могут быть немного разные:
- При выборе оцинкованного гнутого профиля для теплицы, следует ознакомиться с сертификатом или документом. Покупать профиль нужно только тот, у которого толщина покрытия цинком не ниже 1 класса, а еще лучше, если класс покрытия стоит «П». Такое покрытие будет надежно защищено в течение многих лет от неблагоприятных факторов окружающей среды.
- Изогнутый оцинкованный профиль позволяет выдерживать и значительные нагрузки, вплоть до 90 кг/м2. Теплицу из такого профиля можно сделать своими руками, причем профиль между собой можно соединять с помощью болтов или сварки. Все просверленные отверстия, а также сварные швы необходимо тщательно обработать холодным цинком.
Наиболее подходящим для теплицы считается 42–й профиль, но для надежности, берут 50-й профиль, но с ним сложнее работать. Если теплица предполагает покрытие поликарбонатом, то в этом случае, габариты теплицы для удобства работы следует подогнать под размеры листов поликарбоната. Если не удалось найти оцинкованный гнутый профиль, то его можно заменить изогнутыми трубами, которые соединяются между собой с помощью сварки или же с помощью соединительных планок.
Инструкция и пример гибки: как изогнуть профиль для теплицы
Лучше всего изгибать профиль, особенно, если он сделан из труб с помощью специальных станков, но в домашних условиях не всегда возможно пользоваться ими.

Изогнуть профиль можно немного по-другому:
- Чтобы при сгибе труба не сломалась, ее заполняют песком, затыкают отверстия с торцов, чтобы он не высыпался, и в нескольких местах трубы просверливают небольшие отверстия для выхода нагретого оставшегося воздуха внутри трубы. После этого, участок трубы, который нужно согнуть, пропускают через самодельный трубогиб, который представляет собой трубы, закопанные в землю и залитые бетоном. Труба в месте сгиба просовывается между ними, нагревается с помощью паяльной лампы и сгибается до нужного радиуса.
- Второй способ сгибания профиля немного сложнее, но не требует особых усилий, и профильную трубу может согнуть даже один человек. На трубе или ином профиле через равные промежутки делают отметки, после в этих местах делаются надпилы с помощью болгарки. После этого профиль или труба сгибаются по ним, и когда она будет готова, места пропилов завариваются и покрываются, либо холодным цинком, если профиль оцинкованный, или краской.
После того как профиль согнут, в первом случае из него удаляют песок, а проделанные отверстия заваривают с помощью точечной сварки.
При ручном сгибании труб или профиля трудно добиться точного радиуса. Также при ручном способе можно только лишь гнуть достаточно тонкие.
Если труба или профиль имеет толстые стенки, то в этом случае можно согнуть трубу или профиль только лишь на специальном станке с гидроприводом.
Способы: как правильно согнуть профильную трубу для теплицы
В домашних условиях загнуть трубу самому вполне возможно без использования каких-либо специальных станков, для этого можно использовать ручной профилегиб, который можно купить в специализированных магазинах. Но, при этом следует учитывать, что при использовании ручного профилегиба, придется прилагать значительные усилия.

Есть несложный способ, с помощью которого можно согнуть профильную трубу:
- На длинную прочную металлическую балку (перпендикулярно к ней) привариваются 5 обрезков труб, самая центральная должна быть самой высокой, обычно ее высота равняется 250–300 мм, а оставшиеся 4 должны равномерно убывать по высоте. Выше центральную трубу делать не нужно, так как в этом случае, при сгибании трубы из профиля, она может сломаться.
- Сама балка надежно крепится к бетонному основанию или же к металлическому столу.
- На приваренные сверху балки складывается профильная труба и фиксируется в нескольких местах с помощью проволоки.
- В концы труб вставляется рычаг из меньшей трубы и, пользуясь в качестве веса своей силой и весом, профильная труба изгибается.
Процесс сгибания трубы в дугу при таком способе достаточно длительный и трудоемкий, но зато труба согнется в дугу так, как нужно человеку. При таком способе трудно получить достаточно большой радиус профильной трубы.
Как согнуть профильную трубу для теплицы (видео)
Таким образом, самостоятельно используя один из наиболее подходящий способ или даже несколько, можно придать трубам и профилю необходимый радиус, и изготовить из заготовок теплицу или, например, парник. Такие конструкции, сделанные по всем правилам, будут служить долгие годы.
24 июля, 2016Специализация: Капитальные строительные работы (закладка фундамента, возведение стен, конструирование крыши и т.п.). Внутренние строительные работы (прокладка внутренних коммуникаций, черновая и чистовая отделка). Хобби: мобильная связь, высокие технологии, компьютерная техника, программирование.
Недавно пришло мне на ум сделать из металлопроката беседку на дачном участке, да не простую, а с выкрутасами и изгибами модными, чтобы похвастаться перед друзьями и знакомыми и удивить их чем-то. Для этого нужны были гнутые детали, а трубогиб я из города не привез и ехать за ним не хотел (уже коньячку немного принял для настроения). Поэтому пришлось выходить из положения и решать, как согнуть профильную трубу в домашних условиях.
Особенности гибки профильных труб
Если вы не так давно стали что-то делать по дому своими руками, то можете не понять всю важность проблемы. Действительно, что там сложного: гни ее себе молотком в любом направлении и все тут.

Однако придать профилированной трубе плавную и изогнутую конфигурацию, сохранив все ее технические характеристики, не так просто. Обычно это делается с помощью специального приспособления под давлением холодным или горячим способом.
Суть в том, что на прямоугольный профиль при сгибе одновременно действуют две силы:
- сжатия — с внутренней стороны;
- растяжения – с внешней стороны.
В результате возникает несколько сложностей, из-за которых слесаря и придумывают разные ухищрения для сгиба труб:
- Металлопрокат в процессе механического воздействия может изменить свою форму, а также утратить соосность отдельных частей . В результате края детали будут лежать в разных плоскостях, что не позволит использовать ее при монтаже.
- Наружная стенка, которая растягивается в процессе изгибания, может не выдержать механической нагрузки и треснуть , потеряв необходимую прочность.
- Внутренняя стенка, наоборот, будет неправильно сокращаться и образует складки , своим видом напоминающие гофрированную трубу.

В принципе, я не раз встречался со случаями, когда неправильно изгибаемая заготовка просто сминается, после чего ее можно только выбрасывать в металлолом. Это приводит к неоправданному увеличению затрат на строительство, что для рачительного хозяина смерти подобно.
Именно поэтому нужно не бросаться сразу в бой с обрезками трубы, а изучить технологии изгибания труб. А они, кстати, напрямую зависят от технических характеристик используемого проката. Об этом я и хочу рассказать дальше, чтобы вы понимали всю механику процесса.
Влияние характеристик материала на выбор метода сгиба
Если вы еще не знаете, то сообщаю, что в понятие «профильная труба» относятся трубы всех геометрических форм, включая круглую. Но для простоты понимания так принято называть только изделия следующих форм:
- квадратной;
- прямоугольной;
- овальной;
- плоскоовальной.

Связано это с тем, что металлическую круглую трубу используют для конструирования водо- и газотранспортных систем, так она идеально для этого подходит и имеет прочные стенки, хорошо выдерживающие значительное давление.
Трубы других форм больше используются в строительстве для создания различных сооружений и конструирования предметов обстановки. Дальше я буду рассказывать только о квадратных трубах, так как именно их собираюсь использовать для строительства .
Так вот, квадратных труб в магазине тоже бывает множество. Они отличаются друг от друга сечением и толщиной стенок. А эти два параметра, в свою очередь, влияют на то, под каким минимальным углом можно согнуть квадратный металлопрокат, не испортив его при этом.

Я не хочу и не буду сейчас вдаваться в инженерные тонкости и особенности, которые домашним мастерам и даром не нужны. Скажу только, что для определения минимального радиуса изгиба нужно знать сечение трубы.
Определяется радиус так:
- для тонких труб, сечение которых не превышает 20 мм, трубу нужно гнуть на участке, в 2,5 раза большем, чем высота профиля;
- для толстых труб изгибание нужно производить на участке, в 3,5 раза большем, иначе металл треснет с наружной стороны или сморщится с внутренней.

На толщину стенок. Лично я не советую изгибать большие по сечению трубы со слишком тонкими стенками, иначе детали потеряют соосность.
Лучше воспользоваться болгаркой и сварочным аппаратом.
Перед тем как гнуть профильную трубу нелишним будет знать и о том, что используемые вами стальные трубы из углеродистой стали имеют свойство немного пружинить, то есть возвращать форму после прекращения воздействия. Поэтому чтобы изогнуть трубу под нужным радиусом, нужно учитывать пластичность, делая сгиб чуть больше, чем необходимо по чертежу или лекалу.
Способы гибки труб
В общем, я решил, что хватит загружать вам головы теорией (хотя и без нее не обойтись). Поэтому перейду непосредственно к тому, как загнуть профильную трубу в домашних условиях.
Довольно часто в моей практике я гнул профильные трубы, одновременно прогревая место сгиба паяльной лампой. Высокая температура увеличивает пластичность материала и снижает риск порчи детали.

Но если для строительства вы используете тонкий металлопрокат небольшого сечения, прибегать к дополнительным ухищрениям не нужно. Квадратные трубы и так примут нужную вам форму. Конечно, если подойти к этому делу с должным умением.
Я не могу вам дать однозначного совета, в каких случаях нужно использовать нагрев, а в каких нет. Скажу только, что действующими строительными правилами предусмотрено, что нагревать круглую (не квадратную) трубу обязательно, если ее диаметр превышает 10 см.
Однако приведу собственные соображения, которые сложились в результате многих лет работы на стройках:
- если сечение трубы не превышает 1 см, ни о каком нагреве я бы даже не упоминал;
- в случаях, если сечение трубы больше 4 см, все же советовал бы использовать паяльную лампу, чтобы не испортить дорогостоящий металлопрокат;
- в промежутке между двумя указанными выше крайностями решайте сами.

Можно попробовать согнуть трубу, зажав один конец в тисках. Если при приложении усилия труба гнется легко и не морщится, можете ее не греть. Если гнуть тяжело – грейте. Расскажу и про тот, и про тот способы.
Горячая гибка профилированных труб
Начну с горячей гибки, как более сложной. Чтобы избежать деформирования трубы, ее полость необходимо заполнить песком. В этом случае у вас получится деталь, внешний вид которого удовлетворит даже самого строгого мастера ОТК (из прошлого навеяло).

Сам процесс горячей гибки профилированной трубы происходит следующим образом:
- Из подходящих деревяшек (я беру два брусочка) вытачиваю две пробки, которые подходят по размеру для имеющейся трубы. Они должны плотно входить в боковые отверстия детали и не болтаться.
- Затем сбоку на пробках выбираю небольшие пазы, через которые наружу будут отводиться горячие газы и сгибаемой металлической трубы.
- Тот участок, который будет сгибаться, предварительно отжигаю.
- Затем готовлю наполнитель, роль которого у меня играет чистый речной песок (хотя, в принципе, можно использовать любой мелкозернистый песок).

Засыпание песка в трубу происходит по следующей схеме:
- один конец трубы забиваю пробкой;
- прокаливаю предварительно песок паяльной лампой;
- засыпаю песок в заготовку, установленную перпендикулярно земле или под углом;
- во время засыпания постукиваю по трубе, чтобы песчинки распределялись равномерно, не оставляя пустот;
- после полного заполнения заготовки закрываю пробкой второй торец трубы.
Песок перед использованием рекомендую просеять, избавившись от гравия и мелких камешков. Сначала нужно использовать крупное сито, а затем мелкое, с размером ячейки в 0,7 мм, чтобы избавиться от пылеватых частиц.
Если этого не сделать, песок запечется внутри трубы и высыпать его оттуда будет проблематично.
- После засыпания наполнителя, перехожу к изгибанию. Для этого зажимаю заготовку одним концом в тисках и мелом отмечаю место, которое нужно будет сгибать. Деталь нужно закреплять так, чтобы сварной шов трубы (если она не цельнотянутая), находится сбоку. В противном случае он может лопнуть.
- Паяльной лампой раскаляю нужный участок до темно-вишневого цвета и придаю трубе нужную форму. Делать это нужно быстрым, но плавным движением, следя за тем, чтобы изгибание производилось в одной плоскости.

- После остывания металла выбиваю пробки и высыпаю песок из труб. Если деревянные бруски выбить не удастся, выжигаю их паяльной лампой.
Сразу предупрежу, что подобный способ подходит в том случае, если вам нужно согнуть заготовку под определенным (не очень большим) радиусом в одном месте. То есть нагревать металл придется только один раз.
В противном случае постоянные температурные колебания нарушат прочность металлопроката и деталь может просто лопнуть.
Холодная гибка
Согнуть профилированную трубу без ее нагрева можно с использованием заполнителя и без него. Если сечение детали не превышает 10 мм, можно обойтись без заполнения полости. В большую трубу лучше засыпать песок.
Иногда профилированные трубы я гнул с использованием плотной пружины подходящего размера. Ее помещают в полость трубы, после чего выполняют изгибание под нужным углом, не боясь смещения осей детали.

В этом деле важно подобрать правильный размер пружины. Она должна входить в трубу плотно, но двигаться свободно. Иначе потом эту деталь можно и не достать.
Если же вам понадобилось согнуть трубу под нужным радиусом, а паяльной лампы под рукой нет, предлагаю воспользоваться другим способом, к которому мне тоже приходилось прибегать. Для его реализации понадобится шлифовальная машинка с диском для резки металла и сварочный аппарат.
Схема работы следующая:
- Необходимо заранее рассчитать радиус перегиба трубы и отрезок, который будет изгибаться.
- По длине этого участка с одной стороны нужно сделать пропилы, оставив неповрежденной одну грань трубы. Количество этих пропилов зависит от того, насколько маленьким должен быть радиус изгиба.
- После этого благодаря получившимся распилам можно легко согнуть деталь, зажав один ее торец в тисках.
- Следующий этап – сварка поврежденных участков с помощью электрического или газового сварочного аппарата.
- Как только швы остынут, можно их зачищать и сваривать.

Использование специального оборудования
Все описанные выше способы можно использовать, если предстоит небольшой объем работы. Однако когда придать плавный изгиб большому количеству деталей, придется использовать специализированное оборудование. Его можно сделать самому, купить или взять в аренду.
Расскажу об этом немного подробнее, так как вопросов подобного рода поступает достаточно много, поэтому тему считаю актуальной.

Простейшие ручные трубогибы
В свое время мне пришлось согнуть немалое количество металлопроката, поэтому даже навскидку могу привести немало примеров простых приспособлений для сгибания. Как я уже говорил, конкретный механизм зависит от сечения трубы, толщины стенок и необходимого радиуса изгиба.
Для домашних мастеров, задумавших возвести арочное строение из профилированных труб предлагаю такие варианты:
- Тонкие профилированные трубы можно согнуть с помощью горизонтальной стальной плиты с просверленными отверстиями. В них вставляются штыри, которые играют роль упоров при придании заготовке нужной форму.

Нужно расположить трубу между упорами и согнуть ее под нужным углом. Начинать нужно с середины детали и двигаться к краям. В результате трубу согнуть получается, но идеальной формы вы не достигните, да и силы придется приложить немало.
- Трубы средней толщины рекомендую гнуть с помощью роликов, соединенных между собой наподобие станка Вольнова. В этом случае деталь нужно закрепить в тисках, после чего выполнить перегиб заготовки с помощью специальных роликов.
Качество сгиба получается лучше, чем по технологии, изложенной в первом пункте. Однако учитывая толщину и сечение заготовки, нужно быть неслабым атлетом, чтобы согнуть детали. Особенно если их много.

- Для сгибания деталей под небольшим радиусом (например, арки для беседки), можно использовать самодельные лекала с пазом на торце и хомутиком, за который зацепляется труба.

Как и во всех предыдущих случаях, для сгибания необходимо приложить немалое физическое усилие. Зато деталь принимает идеальную форму, обусловленную конфигурацией образца.
Гибочная плита
Если вы любите мастерить своими руками и часто используете профильные трубы, рекомендую потратить время и сделать стационарную гибочную плиту, которая поможет согнуть любые квадратные и прямоугольные трубы под нужным углом.
Он может иметь вид мобильной панели, которая для работы прикрепляется струбцинами к рабочей поверхности. Также плиту можно приварить к швеллеру или рельсе, забетонированной в пол мастерской.

Схема изготовления универсальной гибочной плиты следующая:
- Основой для приспособления послужит толстая металлическая плита. Лучше брать металл потолще, чтобы устройство не деформировалось при сгибании толстых труб большого сечения.
- В плите необходимо вырезать или просверлить несколько отверстий, куда вставить болты, которые послужат упорами для сгибания труб под нужным углом.
- Радиус изгибания трубы в процессе работы можно регулировать насадками подходящего диаметра, которые надеваются на болты.
- Для сохранения соосности обрабатываемых заготовок во время работы над ними можно устанавливать другую пластину, препятствующую перегибу детали в другой плоскости.
Оправка для сгибания труб
Это слесарное приспособление используется для обработки труб, сечение которых не превышает 2,5 см. Для его изготовления потребуется верстак и большое свободное пространство вокруг него. На одном краю рабочей поверхности верстака нужно просверлить множество отверстий в разных местах, которые необходимы для закрепления опорных болтов.

Кроме того, понадобится лекало из толстой фанеры, по которому и будет проводиться сгибание заготовки. Форма детали после обработки будет точно соответствовать диаметру, по которому выпилена фанера.
Минус подобного решения в том, что вам нужно менять лекало каждый раз, когда возникнет необходимость согнуть трубу под другим радиусом.
Схема работы с такой оправкой максимально проста:
- Конец трубы закрепляется между болтом и оправкой (лекалом), которая, в свою очередь, плотно крепится к верстаку с помощью нескольких струбцин.
- После этого нужно просто согнуть трубу, опирая ее на лекало.
- Если заготовка короткая, на ее конец можно надеть трубу большего сечения (или диаметра), которая будет играть роль рычага.
Ручной гибочный станок
Если вы собираетесь открыть собственный бизнес по изготовлению арочных конструкций из профильных труб, все ручные приспособления вам не подойдут. После нескольких дней работы руки у вас просто отвалятся, поэтому лучше сразу механизировать весь процесс.

Для гибки труб в этом случае лучше использовать самодельный или покупной гибочный станок, состоящий из двух неподвижно закрепленных и одного подвижного ролика. Регулируя положение последнего, можно менять радиус изгиба квадратной или прямоугольной трубы. Хотя цена станка немаленькая, он сэкономит вам огромное количество сил и времени.
Вывод
Теперь, я надеюсь, вам понятно, как согнуть профильную трубу без трубогиба и с использование спецоборудования. Как видите, если знать некоторые секреты и технологии, ничего сложного в этом процессе нет. Можете смело приступать к работе.
А если у вас есть собственные технологии сгибания труб квадратного или прямоугольного сечения, я буду очень благодарен, если вы поделитесь ими в комментариях.
Почерпнуть больше креативных идей, касающихся строительства домов и обустройства загородных земельных участков вы можете из видео в этой статье.
24 июля 2016г.Если вы хотите выразить благодарность, добавить уточнение или возражение, что-то спросить у автора - добавьте комментарий или скажите спасибо!
О том, как выполнить изгиб профильных труб самостоятельно в домашних условиях, задумываются многие, когда возникает необходимость построить на участке беседку, теплицу и другие строения такого типа. И это не случайно, поскольку выглядят профильные трубы гораздо выигрышнее по сравнению с изделиями, произведенными из труб обыкновенных круглых сечений.
Но обычную трубу, у которой круглое сечение, можно согнуть при помощи обыкновенного трубогиба, а профильную трубу при помощи трубогиба согнуть не удастся, потому что у гидравлических обычных трубогибов у башмаков и роликов сгиб имеет форму округлую. Если попробовать профильную трубу изогнуть, то на трубе появятся изломы и трещины или же труба сплющится.
С этой целью применяются несколько способов. К их числу относится гибка при помощи специальных станков, предназначенных специально для труб профильного типа. Такого вида станки называются профилегибами. Однако эти станки имеют весьма приличную стоимость. Кроме того, рядовому домовладельцу ни к чему профессиональное оборудование. Если трубу согнуть требуется лишь один раз, то можно в продаже найти ручные трубогибы, которые подходят и для профильных труб и для круглых. Они стоят относительно недорого (до 100 долларов). При сгибании труб с помощью ручного трубогиба потребуется приложить значительные физические усилия.
Еще один метод, который в таких случаях нередко используется – это выполнение сгиба трубы своими руками с помощью народных методов. Но подобным способом можно согнуть трубы, у которых либо небольшое сечение, либо они изготовлены из достаточно мягкого металла, например, меди.
С помощью трубогиба

Для того чтобы самому произвести изгиб профильной трубы, необходимо исходить из радиуса изгиба, материала, из которого труба изготовлена, толщины стенок, а также сечения трубы. Кроме того, следует учитывать требуемую сгибаемую точность, качество изделия, которое получается в результате и условия производства.
Изгиб труб профильных выполняется в допустимых пределах размеров их сечения, а также толщины стенок. При этом необходимо избегать, чтобы поперечное сечение трубы сплющивалось, и происходил излом внутренней части трубы.
Когда труба находится в станке, то она по краям обхватывается и растягивается. Одновременно с этим труба и изгибается в процессе движения гибочного шаблона.
Обратите внимание! Для того чтобы на сгибе сохранить стойкость стенок трубы, сгибание выполняется под внутренним гидростатическим давлением. Для этого на концы трубы надеваются заглушки, и внутрь трубы подается жидкость. После этого к середине трубы подводится гибочный шаблон. При помощи этого шаблона и выполняется изгиб, придавая при этом трубе необходимую форму.
С применением сварки и болгарки

Согнуть профильную трубу можно также без использования специальных инструментов и станков.
Причем можно добиться в большинстве случаев изгиба действительно хорошего качества.
Для того чтобы сгибать профильную трубу при помощи сварочного аппарата и болгарки, необходимо выполнить следующее:
- рассчитать радиус загибания (закругления) трубы;
- по длине изгибаемого участка равномерно сделать с 3-х сторон пропилы;
- после этого труба с легкостью гнется;
- пропиленные места свариваются;
- места сварки обрабатываются и шлифуются.
Можно достичь таким способом хорошего внешнего результата при требуемом радиусе изгибания трубы.
С применением средства внутреннего противодействия

В качестве такого средства может служить специально изготовленная пружина. Прежде чем согнуть трубу, из стальной проволоки навивается пружина квадратного сечения. Каждая сторона сегмента пружины должны иметь величину, которая на 1,5-2 мм будет меньше внутренней величины сечения трубы. Это необходимо для того, чтобы пружина без всяких усилий могла внедриться в трубу. После того как устанавливается место изгиба трубы, прежде чем начать ее гнуть, изгибаемый участок разогревается паяльной лампой. Затем на болванке производится изгиб трубы. Радиус этой болванки равен требуемому радиусу гнущейся трубы.
Медная профильная труба (для отопления или водопровода) в зимний период при необходимости может быть согнута несколько оригинальным методом. Для этого необходимо: медную трубу заполнять водой, предварительно пробкой закрыв один из концов. Труба выставляется на мороз, пока жидкость полностью не замерзнет. Изгибание трубы из меди после этого выполняется по шаблону соответствующего радиуса. При этом не прикладываются усилия, и не теряется сечение.
Видео
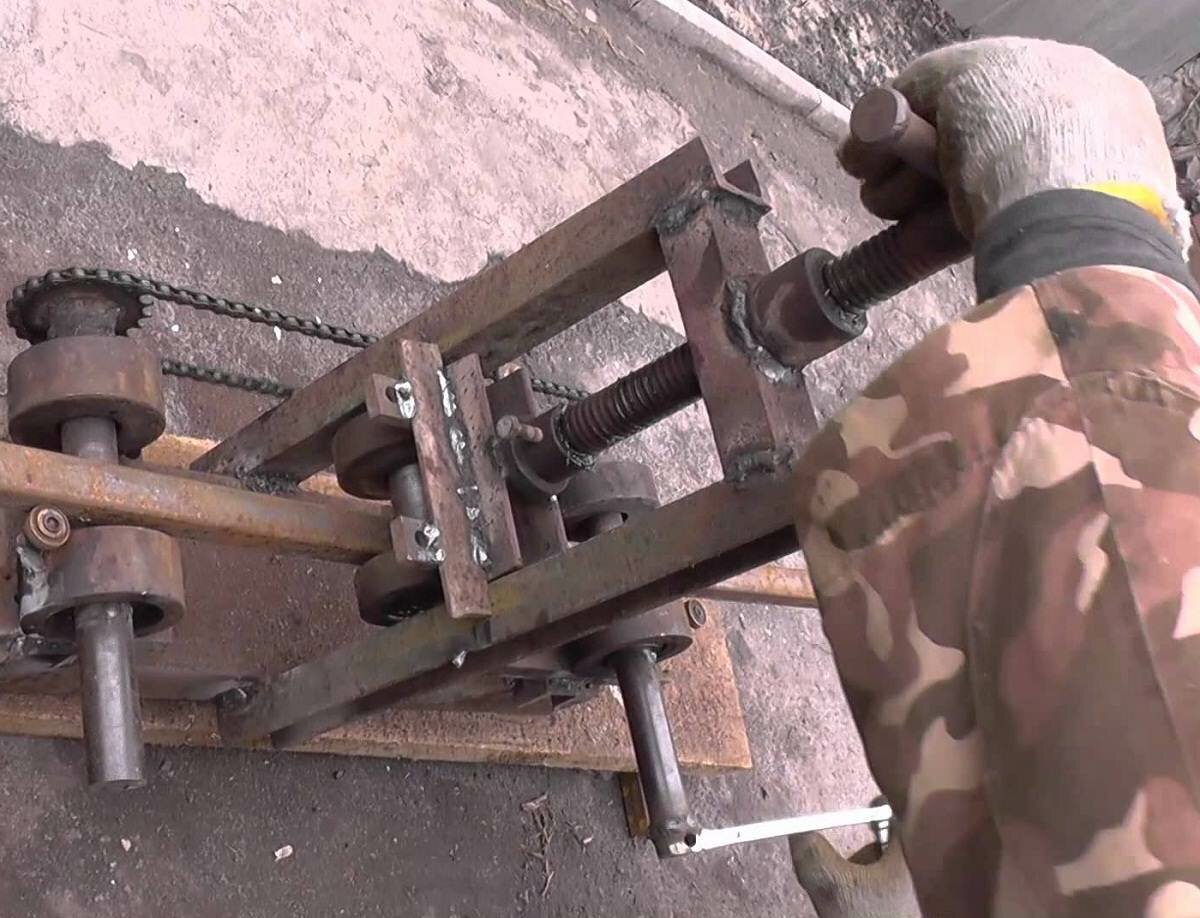
Вот такой ручной профилегиб можно собрать самому:
Тепличный каркас с квадратным или прямоугольным сечением привлекает надежностью и сроками службы. Весьма прочная металлоконструкция пропускает максимум света, потому что ее стойки, опоры, стяжки гораздо тоньше, чем у деревянных соперников. Уступает металл в технологичности. Без знания нюансов трудно из прямой заготовки сделать арочную дугу или раму для двери. Из-за указанных осложнений с металлической основой совершенно напрасно предпочитают покупать «зеленые домики». Однако если хорошенько разобраться в том, как согнуть профильную трубу для теплицы, можно с незначительными затратами собственноручно соорудить недорогую арочную конструкцию.
Суть и проблемы гибки профильного трубопроката
Гибка металлических изделий независимо от формы сечения заключается в придании им частичной или полной плавно-изогнутой конфигурации. Одна из распространенных слесарных процедур производится либо только под давлением, либо под давлением в сочетании с нагревом изгибаемого участка. В это время на обрабатываемую часть полой металлической заготовки одновременно действуют силы сжатия с внутренней стороны заготовки и силы растяжения вдоль внешней стенки. Осложнения состоят в том, что:
- материал в процессе изменения формы может утратить соосность сегментов, т.е. части изогнутой заготовки не будут располагаться в единой плоскости;
- растягиваемая наружная стенка на участке сгибания может не выдержать воздействия и банально лопнуть;
- сжимаемая внутренняя стенка может вместо равномерного сокращения сложиться складками, напоминающими гофру.
Без знания тонкостей сгибания профиля есть риск просто смять изделие, испортив заготовку. Но безрассудство не наш путь! Тем более, если оно сопровождается материальными потерями. Во славу рациональной экономии будем учитывать все капризы профиля и характеристики «железного» материала. Не забудем про размеры сечения, толщину стенок профильной трубы, требующийся радиус изгиба и упругость стального сплава. Ориентируясь на указанные параметры, выберем правильный технологический путь – он же способ гибки.

Зачем нужно знать характеристики профиля?
Профильный трубопрокат от стандартного круглого варианта отличается формой сечения, которая может быть квадратной, овальной, прямоугольной или плоскоовальной. Согласно регламенту ГОСТа Р за номером 54157-2010 круглое изделие также входит в перечень профильной продукции. Однако в тепличном строительстве чаще всего применяют изделия с квадратным и прямоугольным сечением, например, профильные трубы 40х20 мм , потому что к их ровным плоским стенкам проще прикрепить покрытие.
Для разнообразных народнохозяйственных нужд продукцию выпускают в широком диапазоне размеров. Различается она по конфигурации и площади сечения и, естественно, по толщине стенок. Совокупность размеров определяет пластические возможности. На профессиональном языке они называются минимально допустимым радиусом закругления. Значит, прежде чем узнать, как сделать заготовку для каркаса, нужно выяснить, какой наименьший радиус плоской округлой деформации заготовка сможет «пережить» без повреждений.

Для определения минимально допустимого радиуса сгиба квадратного или прямоугольного профиля нам нужна высота h, потому что:
- изделия с высотой профиля до 20 мм согнутся без перехода в разряд непригодного брака, если гибка будет произведена на участке длиной 2,5×h и более;
- трубопрокат с высотой профиля свыше 20 мм без потерь выдержит деформацию на участке длиной 3,5×h и более.
Обозначенные лимиты необходимы тем, кто задумал делать стеллажи, полочки и рамы для форточек или двери. Свои корректировки в область ограничений вносит и толщина стенок. Широкие трубы с тонкими стенками толщиной до 2мм вообще не рекомендуют гнуть. Лучше воспользоваться сваркой.
Домашним мастерам, решившим делать дуги для , нужно учесть, что применяемые в быту изделия из обычных углеродистых или низколегированных стальных сплавов после приложения к ним усилий имеют свойство слегка «пружинить». Они как бы пытаются вернуться в прежнее состояние. Следовательно, после того как начинающий слесарь своими руками завершит гибку всех дуг, ему придется повторить обработку и вновь подогнать арки по шаблону. Желательно изначально учесть значение пластического момента сопротивления Wp. Его обычно указывают в документах продаваемого стройматериала. Чем данный момент меньше, тем меньше возни будет с подгонкой.

Способы гибки и их особенности
Сгибают профильный трубопрокат как в холодном, так и в горячем состоянии. Нагрев газовой горелкой ощутимо увеличит пластичность. Однако материал небольшого сечения превосходно гнется и без лишнего температурного воздействия, потому что тонкие трубы достаточно пластичны и легче поддаются приложенному к ним усилию.
Точных указаний по поводу применения нагрева для сгибания нет. Нормативами обозначены только размеры круглого проката, согласно чему воздействовать пламенем на обрабатываемый участок нужно при Ø 100мм и более. С квадратными и прямоугольными формами все происходит несколько иначе. На основании опыта народных умельцев:
- при высоте профиля до 10 мм заготовки однозначно гнут холодным способом;
- при высоте профиля 40 мм и более трубы гнут с нагревом.
Как проще и легче в домашних условиях согнуть профиль с высотой в интервале от 10 до 40мм, исполнителю придется решать самостоятельно. Если в арсенале мастера имеется профилегиб, с его помощью можно создать арочное закругление без нагрева. Нет аппарата, лучше заранее опробовать свои силы. Для этого нужно зажать один конец материала в тисках. На второй конец надеть трубу размером побольше, чем высота профиля, и потянуть за увеличенное подобным образом «плечо». Если получилось, нагревать металлические изделия нет смысла.

Вариант #1 – гибка с нагревом
Не поддающийся материал будем деформировать горячим методом, предварительно заполнив его песком. Так и качество обработки повысится, и равномерность сгиба обеспечится. Запасемся для работы «по горячему» брезентовыми рукавицами и приступим:
- из обрезков бруса или поленьев сделаем две пирамидальные заглушки, длина которых должна быть в 10 раз больше ширины основания. Площадь основания каждой самодельной пробки должна быть почти в 2 раза больше квадратного либо прямоугольного отверстия, которое ей предстоит затыкать;
- примерим, как «сядут» заглушки, затем на одной из них выберем с четырех сторон продольные пазы. Они нужны для выхода газа, который скопится при нагреве наполнителя;
- предварительно отжигаем заготовку на участке будущего сгиба;
- приготовим наполнитель. В качестве него возьмем чистый строительный песок средней зернистости. За неимением сыпучего стройматериала воспользуемся песком из детской песочницы. Его просеем сначала через сито с ячейками 2 или 2,5мм, чтобы убрать из набивки гравий и кумушки. Крупные включения на поверхности труб могут сформировать ненужный рельеф. Затем просеянную массу снова «пропустим», но уже через мелкое сито с ячейками 0,7мм, чтобы пылеватые частицы не спеклись при нагревании. Весь отсев, как и наполнитель по завершении действий, вернем в песочницу;
- прокалим наполнитель при температуре 150ºС;
- забьем один конец деревянной пробкой, на которой нет каналов для отвода газов. Во второй конец установим воронку. В зависимости от размера установим заготовку под углом или перпендикулярно земле. Через воронку порционно будем насыпать наполнитель. Периодически постукиваем по стенкам изделия снизу-вверх деревянной или резиновой киянкой, чтобы песок уплотнился. Сигналом о достаточном уплотнении будет глухой звук;
- закроем заполненную заготовку второй пробкой;
- отметим мелом на заготовке участок нагрева;
- закрепим заготовку либо в тисках с шаблоном, либо в зажиме. Материал со сварным швом устанавливаем так, чтобы место сварного соединения оказалось сбоку. Вдоль шва нежелательно растягивать или сжимать;
- раскалим отмеченный участок докрасна, и аккуратно придадим заготовке необходимую форму. Сгибаем в один прием поступательным нерезким движением в строго горизонтальной или вертикальной плоскости;
- после остывания сравним результат с шаблоном. Если все в порядке, выбиваем либо выжигаем пробки и высыпаем песок.
Описанная метода хороша для формирования единичных угловых сгибов, т.к. нагревать трубы несколько раз настойчиво не рекомендуют. Металл от многократного температурного шока теряет прочность. Однако при создании округлой арки многократный нагрев неизбежен. Ведь сделать работу в один прием нереально, а охлажденная до светло-вишневого оттенка, т.е. до 800ºС, заготовка может просто разорваться.

Вариант #2 – холодный метод
Пластическую деформацию профильного проката « по холодному» производят, как с наполнителем, так и без его применения. Материал с высотой профиля до 10 мм не требует заполнения. Более толстую трубу лучше заполнить песком или канифолью. Альтернативой песчаному наполнителю послужит пружина плотной навивки, размеры которой позволят плотно установить ее в полость на участке обработки. Пружинящая прокладка будет препятствовать резкому изменению сечения профиля в местах сгиба.

Гнуть «по холодному» в домашних условиях можно:
- вручную с использованием простейших приспособлений типа гибочных плит, тисков и оправки;
- с применением мобильного профилегиба – усовершенствованного аналога ручного трубогиба. Профилегиб отличается от устройства для сгибания круглых труб только формой выемки рабочего ролика;
- путем прокатки на самодельном или фабричном профилегибочном станке, который можно смастерить своими руками или приобрести в готовом виде.
Технические средства механизации гибки разумней и выгодней взять в аренду, если они нужны для разового строительства теплицы. Если в перспективе сооружение зеленых домиков для родственников и соседей или возведение красивой металлической ограды, к примеру, есть резон обзавестись собственной гибочной установкой.

Гибочные приспособления и машины
В семействе устройств и агрегатов для гибки есть представители разной степени технической сложности. Для начала рассмотрим средства для тех, кто озадачен вопросом, как и с помощью чего можно согнуть профильную трубу без применения специального оборудования. Затем перейдем к самодельным прокатным установкам.
Варианты простейших приспособлений
Использование элементарных «помощников» для холодной деформации регламентируют размеры материала:
- тонкий трубопрокат с высотой профиля до 10мм гнут с помощью горизонтальной плиты с отверстиями. В отверстия жестко установлены металлические штыри, играющие роль упоров. Сгибают изделие, расположив его между упорами, установленными в отверстия согласно радиусу гибки. Начинают от середины заготовки и постепенно продвигаются к краям. Минусы метода в приложении немалых мышечных усилий и в довольно низкой точности деформации;
- трубы с высотой профиля до 25мм гнут с помощью роликовых устройств, работающих по принципу станка Вольнова. Металлическая заготовка прочно закрепляется в тисках, а к обрабатываемой части прикладывается физическое усилие через ролик. Гибка производится качественней и равномерней, чем в предыдущем случае. Но от исполнителя по аналогии потребуются недюжинные усилия.
Для формирования изгиба с большим радиусом кривизны, типа дуг для арочного каркаса, применяются неподвижные округлые шаблоны с хомутиками для фиксации заготовки. Относятся данные приспособления к разряду плоскопараллельных пластин. Заготовка с усилием «укладывают» в паз, размеры которого равны размерам трубы. Сгибаемая вручную с помощью оправки труба принимает форму заданного контура.

Модернизированная гибочная плита
Если домашний слесарь не обделен физической силой, для собственных нужд ему пригодится простейший инструмент для довольно трудоемкой деформации профильной трубы. Его можно выполнить в виде панели, прикрепляемой струбцинами к рабочему столу или к верстаку. В приведенном на фото случае гибочная пластина приварена к металлическому постаменту, а вот он-то прикручен четырьмя болтами к бетонному полу мастерской. Чтобы убрать приспособление по завершению работы достаточно будет вывернуть болты. Никаких крепежных штырей после демонтажа не остается и не возвышается над поверхностью пола, значит, ничего не будет мешать передвижению и создавать травмирующих угроз.
Принцип изготовления рабочей плоскости предельно прост:
- Гибочной плитой служит панель, вырезанная из толстого листового железа.
- Панель приварена к профильной трубе, устанавливаемой по телескопическим правилам в стойку пьедестала.
- В рабочей плоскости просверлено два отверстия под болты, являющиеся упорами.
- Радиус гибки регулируется с помощью установки на один из болтов насадок подходящего размера.
- С целью сохранения соосности отрезков, прилегающих к сгибу, над заготовкой устанавливается металлическая пластина, фиксируемая болтами.
Постамент многофункционален. У его владельца есть возможность использовать его в качестве миниатюрного верстака для выполнения внушительного количества слесарных операций.

Оправка для сгибания профильной трубы
Метод подходит для изделий с высотой стенки до 25мм. Мастеру потребуется большой по площади верстак и значительное по объему свободное пространство вокруг рабочей зоны. Один край верстака перфорируется часто расположенными отверстиями для крепежа оправки и для выбора оптимального положения детали, фиксирующей трубу. Шаблон для предстоящей пластичной деформации вырезается из толстой фанеры. Правда, фанерная оправка пригодна лишь для разовых гибочных процедур. Если работ по сгибанию предстоит проделать немало, оправки лучше сварить из стального уголка.

Использование ручного профилегиба
Значительные объемы работ по деформации нуждаются в механизации. Массовое изготовление изогнутых деталей отнимет у исполнителя слишком много здоровья. Чтобы облегчить гибку, желательно сделать станок по чертежу. Применяют их в основном для работ с заготовками крупного размера. Основными рабочими органами ручного агрегата являются три валка, два из которых закреплены неподвижно. Изменение положения третьего подвижного валка определяет угол сгибания.
Если вышеописанные способы не приемлемы, то у будущего владельца теплицы есть два выхода – аренда ручной установки или заказ изготовления округлых деталей. Процесс деформации заготовки продемонстрировало видео: как легче согнуть профильную трубу – многократной прокаткой или физическим воздействием, решать исполнителю.
При работе вручную важно соблюсти правила гибки профильных труб и не делать резких движений. Нужно следить за равномерностью деформации с внешней и внутренней стороны проката. Однако не следует слишком расстраиваться из-за мелких складок на внутренней поверхности сгиба: их можно исправить ударами молотка. Перед началом работ надо сделать шаблоны из проволоки, ДСП или гипоскартона для сверки и получения результата, соответствующего проекту.